15905263789

15905263789

手 机:15905263789
电 话:0523-88150069
传 真:0523-88150069
网 址:www.hjrdq.com
地 址:泰州市姜堰区张甸镇蔡官工业集中区
常见的热处理工艺有正火,退火,固溶,时效,淬火,回火,退火,渗碳,渗氮,调质,球化,钎焊等:1. 正火:将钢材或钢件加热到临界点AC3或ACM以上的适当温度保持一定时间后在空气中冷却,金属软管生产得到珠光体类组织的热处理工艺。2. 退火annealing:将亚共析钢工件加热至AC3以上20—40度,保温一段时间后,随炉缓慢冷却(或埋在砂中或石灰中冷却)至500度以下在空气中冷却的热处理工艺。3. 固溶热处理:将合金加热至高温单相区恒温保持,提供金属软管使过剩相充分溶解到固溶体中,然后快速冷却,以得到过饱和固溶体的热处理工艺。

工业炉相关知识工业炉是在工业生产中,利用燃料燃烧或电能转化的热量,将物料或工件加热的热工设备。提供金属软管广义地说,锅炉也是一种工业炉,但习惯上人们不把它包括在工业炉范围内。组成部分工业炉砌体、工业炉排烟系统、工业炉预热器、工业炉驱动装置和工业炉燃烧装置等。一般工业炉的结构组成:工业炉本体,包括框架支撑结构、炉膛结构、物料输送系统等。天津金属软管供热系统,包括向工业炉内物料提供热源的设备系统,如能源介质管道和设备系统、电力输送系统变压设备等。排烟系统,包括烟道、烟囱、换热器和排烟辅助设备等。其他配套设备。

电炉利用电热效应供热的冶金炉—神光电炉。电炉设备通常是成套的,包括电炉 炉体,电力设备(电炉变压器、整流器、变频器等),金属软管生产开闭器,附属辅助电器(阻流器、补偿电容等),真空设备,检测控制仪表《电工仪表、热工仪表(见下图)等》,自动调节系统,炉用机械设备(进出料机械、炉体倾转装置等)。大型电炉的电力设备和检测控制仪表等一般集中在电炉供电室。同燃料炉比较,电炉的优点有:炉内气氛容易控制,提供金属软管甚至可抽成真空;物料加热快,加热温度高,温度容易控制;生产过程较易实现机械化和自动化;劳动卫生条件好;热效率高;产品质量好等。

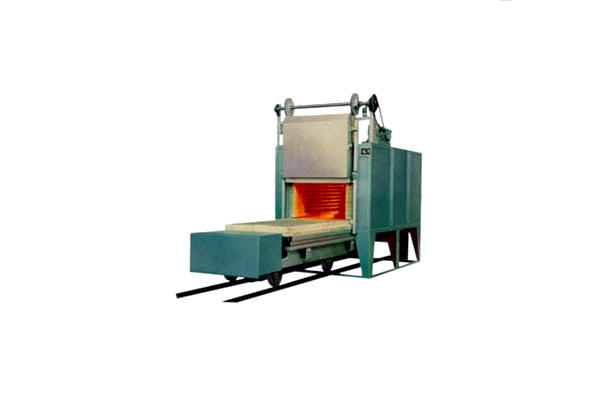
工业炉供一般金属机件在空气中进行回火以及铝合金压铸件、活塞、铝板等轻合金机件淬火、退火、时效热处理之用。金属软管生产外壳有钢板和型钢焊接而成,台车由型钢及钢板焊接,台车通过与炉衬的软接触和沙封机构来减少热辐射及对流损失,有效保证炉体密封性。通风机由鼓风机和导风板组成,鼓风电动机与加热元件有电气连锁,只有当鼓风机接通后加热,元件才能通电,这样可保证加热元件能在通风循环的情况下工作。炉衬:该炉炉体部分采用全纤维,纤维根据炉膛尺寸定做成模块,将纤维压缩成块状进行现场筑棉,提供金属软管固定方式采用穿肖加钩钉固定,即在块状纤维棉中均匀穿肖,然后用钩钉钩住穿肖,拉紧后与炉体焊接。在台车耐压部分采用高铝砖砌筑,下部均有保温砖保温。炉门的升降是通过滚轮在导轨上上下滚动来实现的,并采用先进的弹簧压紧装置密封,这样既保证了在关闭时炉门纤维与炉体纤维之间的吻合密封,又保证了在启闭的过程中不会摩擦损伤纤维。

炉型结构对炉子进行设计或改进时,应根据生产工艺要求,尽量选用新型节能炉子。选择合适的炉型结构,提供金属软管提高机械化程度和能源利用率。通常采用的节能措施有:(1)采用圆形炉膛替代箱形炉膛,可强化炉膛对工件均匀传热的效果,减少炉壁散热量,使炉膛形成一个热交换系统,在加热元件,炉衬和工件3者之间进行热交换。金属软管生产通过采用合理的炉膛空间和在不增大炉膛空间容积的前提下,加大炉内壁面积,以增大热交换面积的方式提高炉膛热交换从而提高热效率。(2)在炉膛内安设风扇,加强炉内对流传热。特别是小型加热炉,高速气流可破坏停滞在工件表面阻碍传热和界面反应炉气边界底层,起到缩短加热时间和加快提高工件温度的作用。

如果换向系统报警后不能及时排除故障并恢复运行,可采取如下处理措施:如换向系统报警后操作工在关闭手阀后仍不能及时排除故障而排烟温度超标时,金属软管生产关停引风机,并关小空煤气调节阀,组织相应的人员尽快处理故障。换向阀定期(可一年左右)打开检修孔,提供金属软管检查密封圈、阀板、连杆的使用情况,必要时可随时打开检查。


