15905263789

15905263789

检测控制我国工业炉的能源消耗大,浪费严重,普遍存在空气过剩系数过大的问题,这主要是由于调节手段的落后,非金属补偿器生产工人的劳动强度较大,难以保证理想的燃烧工况。因此提高热工检测与控制水平,具有很大的节能潜力。采用先进的自动控制技术,特别是采用微机控制系统,已经成为工业炉自动控制的发展方向。通过设置自动控制系统,提供非金属补偿器以各相关系统的及时配合和控制来实现节能。诸如加热炉各主要过程变量的定量控制,炉温与燃料流量的串级控制,燃料与助燃空气的比值控制以及烟道废气的含氧量控制等。
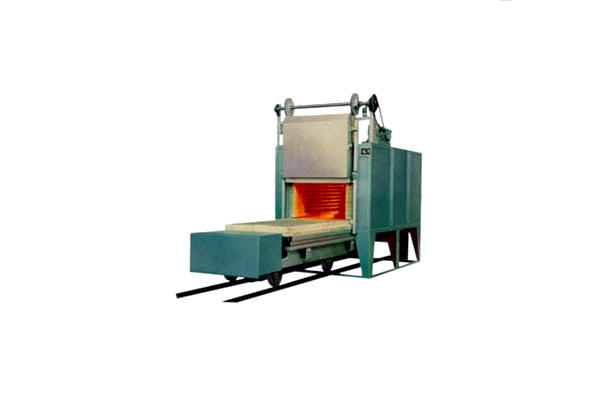
工业炉在其生产过程中经常会涉及熔炼、干燥、烘烤、加还化学反应等加热的工序。太原非金属补偿器而工业炉窑就是用于这些工序的加热设备。而为这些设备提供热源的燃料主要有气体燃料、液体燃料、固体燃料和电。使用这些加热设备,容易发生烧伤、触电事故。如果使用气体、液体燃料,一旦发生泄漏或溢出,亦可能构成火灾、爆炸的危险。非金属补偿器生产工业炉使用时炉门升降机构必须完好,钢丝绳断丝不准超过规定值。重锤配置适当,外露传动部分应设防护罩。 如果是水冷却的炉门,还要保证管道畅通,冬季管路不冰冻。

燃气为液化气,天然气,焦炉煤气,城市煤气,转炉煤气,混合煤气,发生炉煤气,高炉煤气等。提供非金属补偿器工业炉按供热方式分为两类:一类是火焰炉(或称燃料炉),用固体、液体或气体燃料在炉内的燃烧热量对工件进行加热;第二类是电炉,在炉内将电能转化为热量进行加热。工业炉按热工制度分为两类:一是间断式炉,又称周期式炉,其特点是炉膛内不划分温度区段,炉子按一班或两班生产,在每一加热周期内炉温是变化的,如各种室式炉、台车式炉、井式炉、罩式炉等;二是连续式炉,其特点是炉膛内划分温度区段,非金属补偿器生产一般由预热、加热(高温)、均热(保温)三个区段组成,炉子为三班连续生产,在工业炉加热过程中每一区段内的温度可认为是不变化的,如二段或三段连续式加热炉、推杆式加热炉和热处理炉、环形炉、步进式炉、振底式炉、冲天炉及石灰窑等。

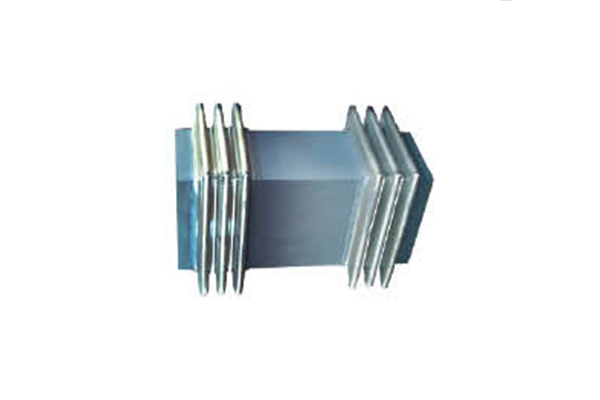
回收利用烟气带走的热量占燃料炉总供热量的30%~70%,充分回收烟气余热是节约能源的主要途径[8]。提供非金属补偿器通常烟气余热利用途径有:(1)装设预热器,利用烟气预热助燃空气和燃料。(2)装设余热锅炉,产生热水或蒸汽,以供生产或生活用。(3)利用烟气作为低温炉的热源或用来预热冷的工件或炉料。回收烟气余热的有效和应用广的是换热器。我国开发和推广应用的高效换热器有片状换热器,各种喷流换热器,非金属补偿器生产各种插入件管式换热器,旋流管式换热器,麻花管式换热器,各种组合式换热器,煤气管状换热器和蓄热式换热器等。蓄热式换热器是今后技术发展趋势,其余热利用后的废气排放温度在200℃以下,节能效益可达30%以上。


